Seals The U.S. Seal VGFS-5012 Pump Seal is specially engineered for use in food, dairy, and beverage processing applications. With its robust design and premium materials, this mechanical seal ensures optimal performance in demanding environments, providing a reliable solution for your pumping needs.
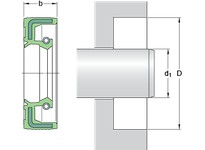
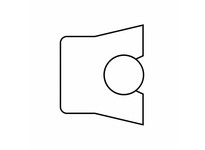
Key Features • Material Composition: Constructed from high-quality elastomers and corrosion-resistant materials, ensuring compatibility with a wide range of fluids and environments. • Design Specification: Features a dual-lip design for superior leakage prevention and enhanced sealing capabilities, tailored specifically for the food and beverage industry. • Temperature Range: Operates effectively in temperatures from -20°F to 250°F, making it suitable for various processing conditions. • Pressure Resistance: Capable of withstanding pressures up to 150 PSI, ensuring reliability under high-stress conditions. • Easy Installation: Designed for straightforward installation, reducing downtime and maintenance costs.
Applications • Food Processing: Ideal for use in food and dairy processing plants where hygiene and safety are paramount. • Beverage Production: Perfect for beverage manufacturing systems that require dependable sealing solutions to prevent contamination. • Compatibility: Compatible with a wide range of pumps used in food and beverage applications, providing versatility across different processes. • Environmental Suitability: Designed to resist degradation from various chemicals and cleaning agents commonly used in processing facilities.
Benefits • Enhanced Reliability: Provides a secure seal that minimizes the risk of leaks, enhancing overall system efficiency and safety. • Durability: Built to withstand harsh processing conditions, ensuring long-lasting performance and reduced replacement frequency. • Maintenance Reduction: The self-adjusting design reduces the need for frequent maintenance, saving time a