# Capacitive Proximity Sensor The Allen Bradley 871TM-DH2NE12-N4 Proximity Sensor is a state-of-the-art capacitive sensor designed for precise detection of non-metallic objects in a variety of industrial environments. This sensor is engineered to enhance automation processes by providing reliable and accurate object detection, making it an essential component in modern manufacturing applications.
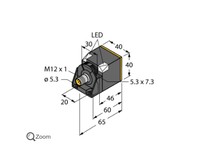
Key Features • **High Sensitivity**: Capable of detecting non-metallic objects such as plastics, liquids, and granular materials with a sensing range of up to 12 mm, ensuring versatile application across different materials. • **Robust Design**: Constructed with a rugged housing rated IP67 for water and dust resistance, providing durability in harsh industrial settings. • **Versatile Power Supply**: Operates on a wide voltage range from 10 to 30 VDC, accommodating various system requirements and enhancing compatibility. • **Quick Response Time**: Features an output response time of less than 1 ms, ensuring rapid detection and processing in high-speed applications. • **Easy Installation**: Compact design with a standard M12 connector simplifies integration into existing systems, reducing installation time and effort.
Applications • **Manufacturing Automation**: Ideal for detecting the presence of parts on conveyor systems, ensuring smooth operation in assembly lines. • **Packaging Industry**: Used in packaging machines to sense fill levels and detect product presence, improving efficiency and quality control. • **Material Handling**: Effective in monitoring material levels in hoppers and silos, aiding in inventory management and process automation. • **Food and Beverage**: Suitable for applications in food processing environments due to its robust construction and non-contact sensing capabilities.
Benefits • **Enhanced Operational Efficiency**: Improves workflow by ensuring accurate detection and minimizing downtime caused by undetected material presence. • **In